By defining default grouping chains and assigning them to default process chains, the corresponding grouping chains can be created for concrete default grouping chains (in the grouping chain editor) and then the material flow of the grouping chians can be defined in the supply chain editor.
For this purpose, the concrete material areas for the different stages and, if not automatically assigned, the stopp points must be defined. If a route transport takes place, the route and the trailer used must also be defined. For direct transports, the means of transport and, if necessary, the worker is taken from the setting in the corresponding default grouping chain- however, the means of transport and the worker can be overwritten manually at any time.
General orientation
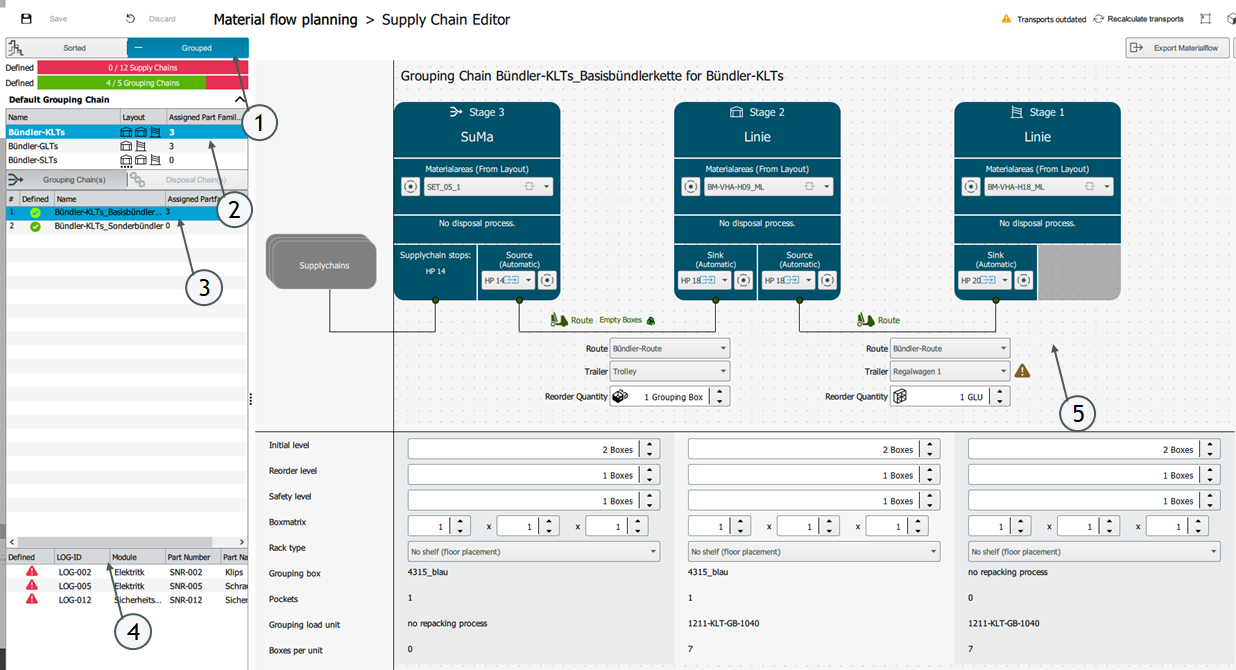
You can switch between the sorted and the grouped view (see 1). There is then an overview of all default grouping chains created in the default process chain editor (see 2). For the default grouping chain selected here, all grouping chains created are displayed in the table below (see 3). If you select a grouping chain here, the LOG-IDs assigned here are displayed (see 4). On the right side, analogous to the supply chains, the material flow, transports and parameters are displayed (see 5).
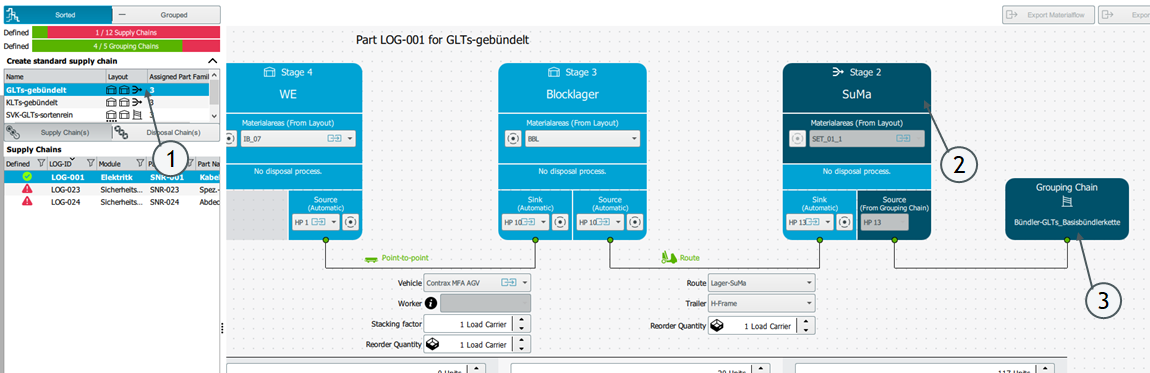
Definition of material flow for grouping chains
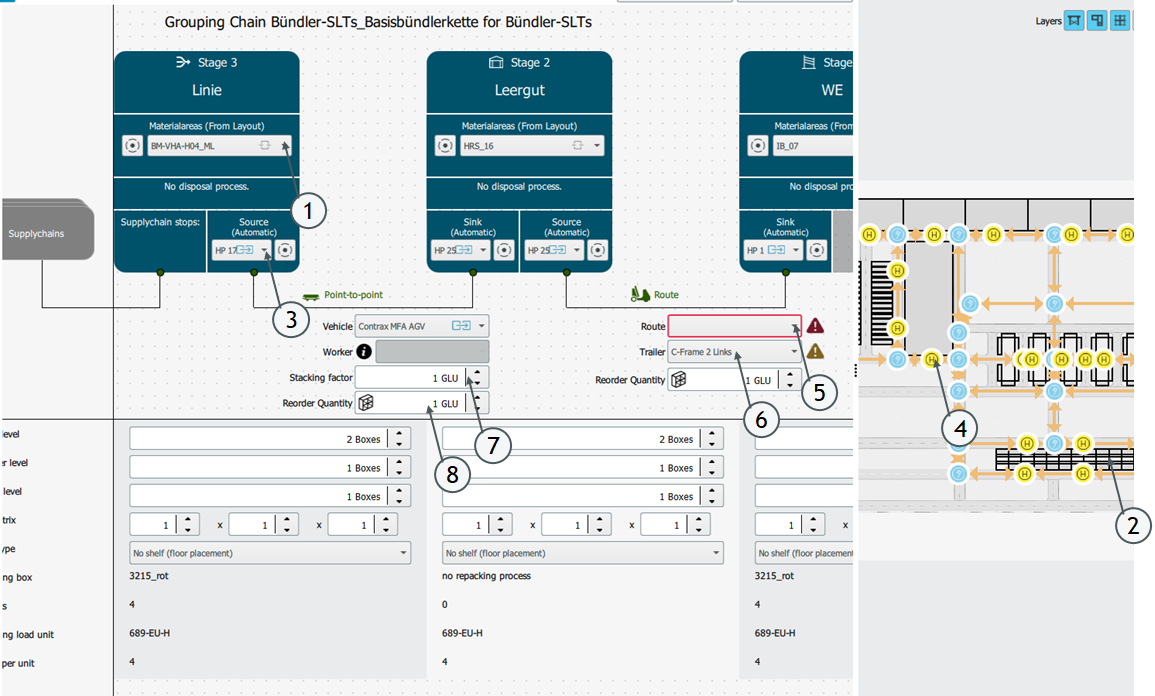
A grouping chain (for the selected default grouping chain) can be selected using the table on the left. A material area can then be selected for all stages displayed on the right. The selection can be made either via a drop-down (see 1) or via the 2D layout (see 2). The available material areas depend on whether a layout level has been defined for the selected stage or not. If a stopp point has been assigned to the selected area in the route network editor, it is automatically entered when the material area is selected. If this is not the case, a stopp point must be selected manually. Stopp points can, like material areas, be selected via a drop-down (see 3) or via the 2D-Layout (see 4).
For route transports, the desired route can be selected from the available routes using a drop-down (see 5). In addition, the trailer for the route transport is selected (see 6).
For direct transports the stacking factor can be adjusted if necessary - this is 1 by default (see 7).
The reorder quantity can be adjusted for both route and direct shipments over 8 and is also 1 by default.
As soon as a grouping chain is fully defined, its status will change to green.
Further adjustments can be made below the material flow:
Stocks:
The stocks (initial level, reorder level and safety level) can be adjusted. By default, the values are set as follows:
Initial level: 2 containers
Reorder level: 1 container
Safety level: 1 container
Boxmatrix:
The box matrix can be set via the 3 input fields.
Rack type:
If the containers are not to be placed on the floor but on the rack, a rack, imported via the resource management, can be selected here.
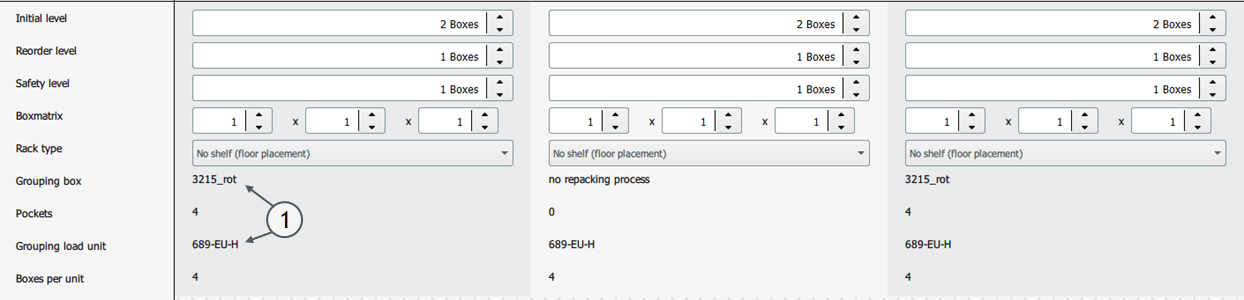
Used boxes:
In the overview below the material flow the containers used on the stages are displayed (see1). These are defined in the grouping chain editor for the respective grouping chain.
If the containers are not yet defined, the user receives a warning (see 1):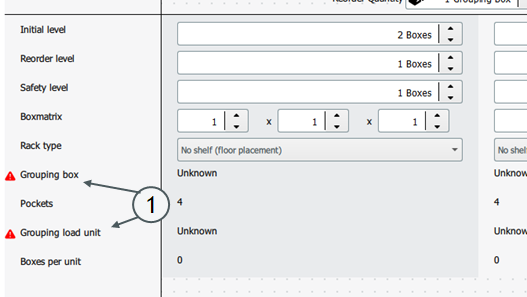
Representation of the grouping chain in the assigned supply chain
If a default grouping chain is assigned to an default process chain this is shown in the sorted view of the supply chains:
The chain layout of the respective default grouping chain ends with the grouping icon so that the user can see at a glance that grouping is taking place (see 1).
The stage at which the grouping takes place is shown in the grouping chain color (see 2). In addition, the material area and stopp point are taken from the grouping chain stage and can therefore not be edited. The layout level is also copied from the grouping chain stage, so that inconsistencies are avoided here.
To the right of the stage at which the grouping takes place, there is a display to show into which grouping chain this supply chain ends (see 3)
Comments
0 comments
Please sign in to leave a comment.